

Многошпиндельный автомат с ЧПУ INDEX MS40-8: Более производительный с 8 шпинделями!
Сконструирован точно по требованиям пользователя
Основные характеристики станка
Ваши преимущества
- Высокодинамичные суппорты с направляющей скольжения (ось Х)
- Износостойкая ось Z благодаря пинолям с гидростатическими подшипниками
- Свободный доступ к рабочей зоне и к тому же очень удобный при наладке
- Обработка деталей из штучной заготовки с загрузкой и выгрузкой роботом
- Направленный отвод деталей линейным манипулятором
- Чрезвычайно быстрые поворотные синхронные шпиндели с осью C для обработки задней стороны
- В положении обработки поворотная рука блокируется трехкомпонентным хиртовым зацеплением, что обеспечивает максимальную жесткость
MS40-8 в фокусе
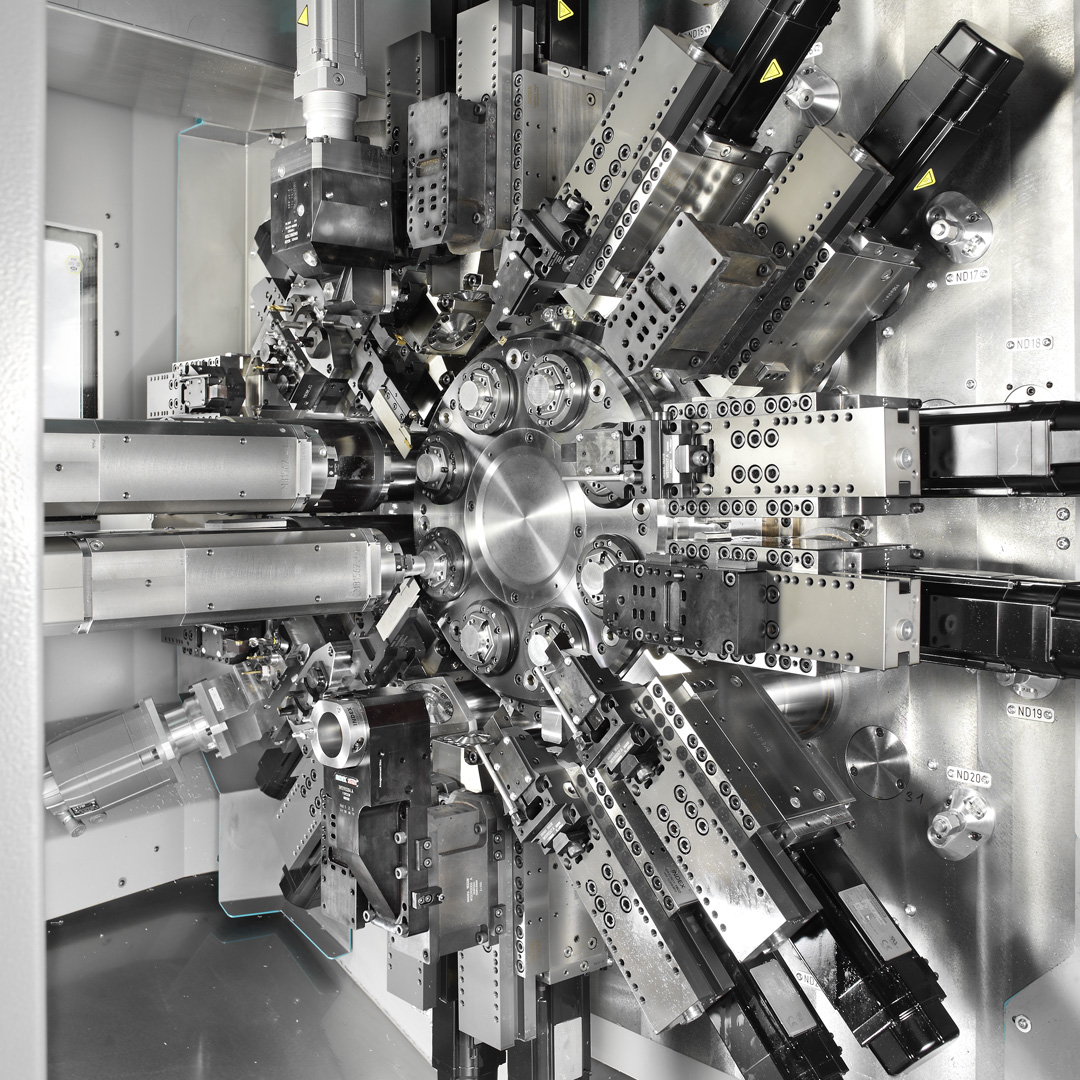



Термостабильный шпиндельный барабан
Наш фирменный знак:
шпиндельный барабан
Компактный шпиндельный барабан обеспечивает наивысшую точность в каждом положении благодаря трехкомпонентному хиртовому зацеплению.
Основа состоит из 8 моторшпинелей с водяным охлаждением встроенных в шпиндельный барабан.
Бесступенчатое регулирование частоты вращения, (высокая динамика) компактная конструкция, удобство тех. обслуживания и современная синхронная техника как гарант высокоточных деталей.

Индивидуальные частоты вращения
Во время обработки для каждого положения шпинделя и каждой режущей кромки инструмента всегда возможно программирование оптимальной частоты вращения, которая может дополнительно варьироваться даже во время резания.
Результатом являются оптимальное стружкообразование, высшее качество поверхности, короткое штучное время и стойкость инструмента.
Также можно обрабатывать высокопрочные материалы, которые до сих пор плохо поддавались обработке на многошпиндельных станках.
Возможны изменения частоты вращения во время переключения барабанов, благодаря чему не образуется дополнительное вспомогательное время.
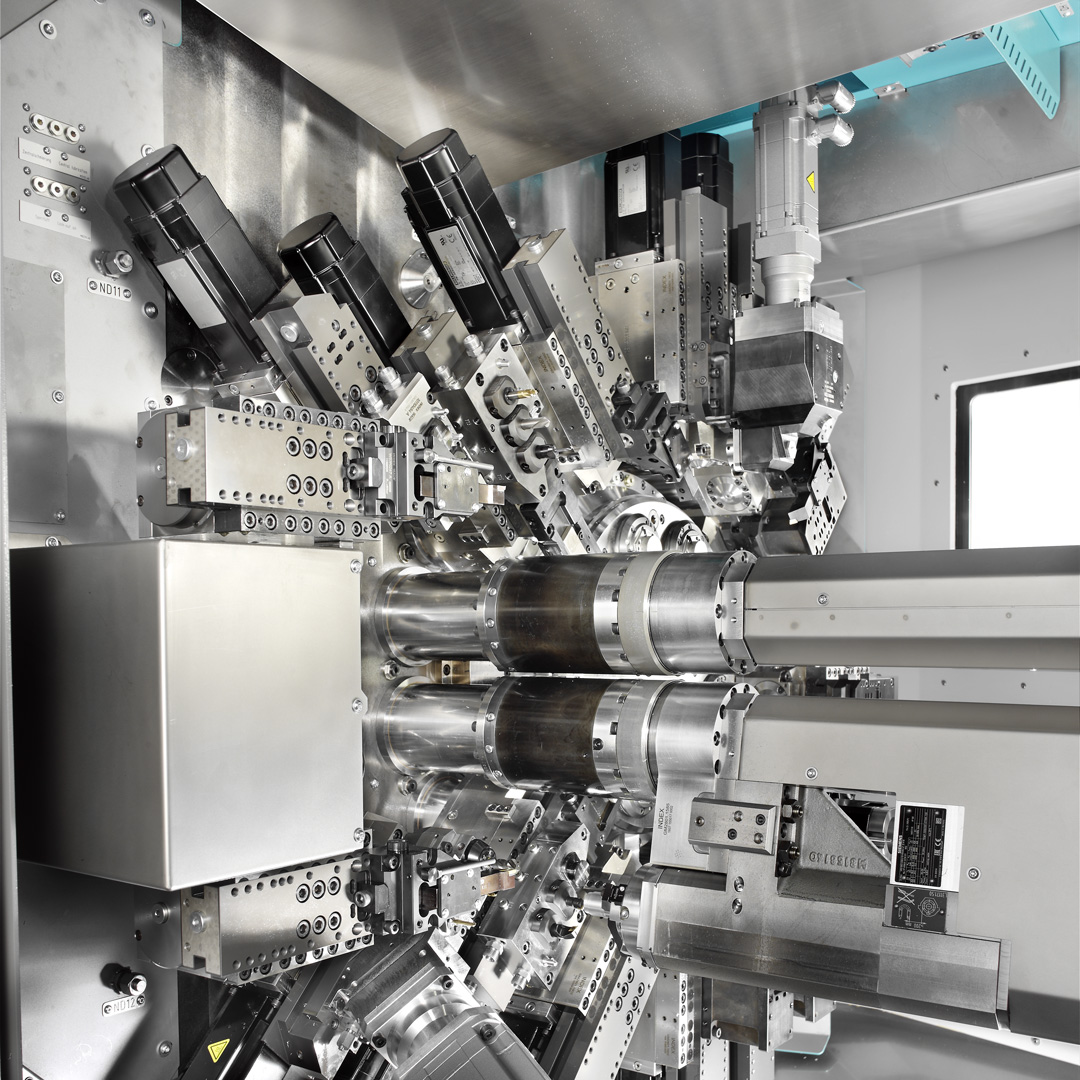
Конфигурация станка
Полная конфигурация
- 14 инструментальных суппортов с 1, 2 или 3 осями перемещения
- Суппорт для задней обработки с макс. 7 инструментами, из которых макс. 4 с приводом для обработки отрезной стороны
- Возможна многопозиционная оснастка суппортов
- Только держатели инструмента определяют направление обработки (внутренняя или наружная)
- Поперечная и торцовая обработка инструментами с приводом
Ваше преимущество: Сокращение штучного времени благодаря 8 рабочим шпинделям

Двойной четырехшпиндельный станок
- 2 x 4 шпинделя для одновременного производства 2 деталей
- На одну деталь приходится: 6 салазок X/Z, 1 синхронный шпиндель, 1 отрезной суппорт с инструментами задней обработки, 1 суппорт обработки задней стороны X-NC, 1 суппорт обработки задней стороны X/Z-NC
- Барабанное переключение: 3 x 90°= 270°(2 «станка»)
- Возможна многопозиционная оснастка суппортов
Ваше преимущество: Сокращение штучного времени благодаря параллельному производству

"Универсальность - преимущество многошпиндельного автомата с ЧПУ MS40-8. Возможно всё: от комплексных деталей до различных производственных способов!"
Примеры применения




Больше, чем просто точение
Многошпиндельный токарный автомат с ЧПУ производства INDEX с приводными инструментами открывает совершенно новые возможности, например, внецентровое сверление и нарезание резьбы, наклонное сверление, поперечное сверление, фрезерование контура, фрезерование червячной фрезой (зубчатые зацепления) и токарная обработка многогранников.
Автоматизация деталей
Линейный манипулятор с вспомогательным грейфером для направленного отвода деталей из 8-ой позиции шпинделя
Очень быстрый, позиционно-ориентированный отвод посредством линейного и вращательного движения. Передача детали осуществляется сначала от синхронного шпинделя к вспомогательному грейферу. Затем деталь посредством линейного манипулятора передается из вспомогательного грейфера внешней системе автоматизации. Этот процесс происходит в вспомогательное время.

Направленный отвод деталей из синхронного шпинделя на внутренний ленточный конвейер
Аксиально направленный отвод деталей способом грейфера и линейного цилиндра происходит из синхронного шпинделя в положении 8 или 7 и 8 к внутреннему ленточному конвейеру для деталей, которые нельзя выталкивать.

Подача и отвод деталей 6-осевым роботом
Загрузка-разгрузка деталей из патрона и заготовок из прутка может использоваться для 8-шпиндельной обработки с синхронным шпинделем и без него, а также для двойной 4-шпиндельной обработки. Также возможен вариант 4x OP10 (первая сторона) и 4x OP20 (вторая сторона) с внешней поворотной позицией.

3-осевой линейный манипулятор для направленного отвода деталей из синхронного шпинделя
Бездефектная и позиционно-ориентированная пoдача деталей из синхронного шпинделя в позиции 8 или 7, а также в позицию 8 к внешней системе автоматизаци на фронтальной стороне станка. Все 3 оси интегрированной в станок системы автоматизации имеют ЧПУ.




