

Токарно-фрезерный обрабатывающий центр с ЧПУ – максимальная производительность от увлеченных людей
Станок TRAUB TNX65 устанавливает новые стандарты для высокопроизводительной обработки.
Основные характеристики станка
Ваши преимущества
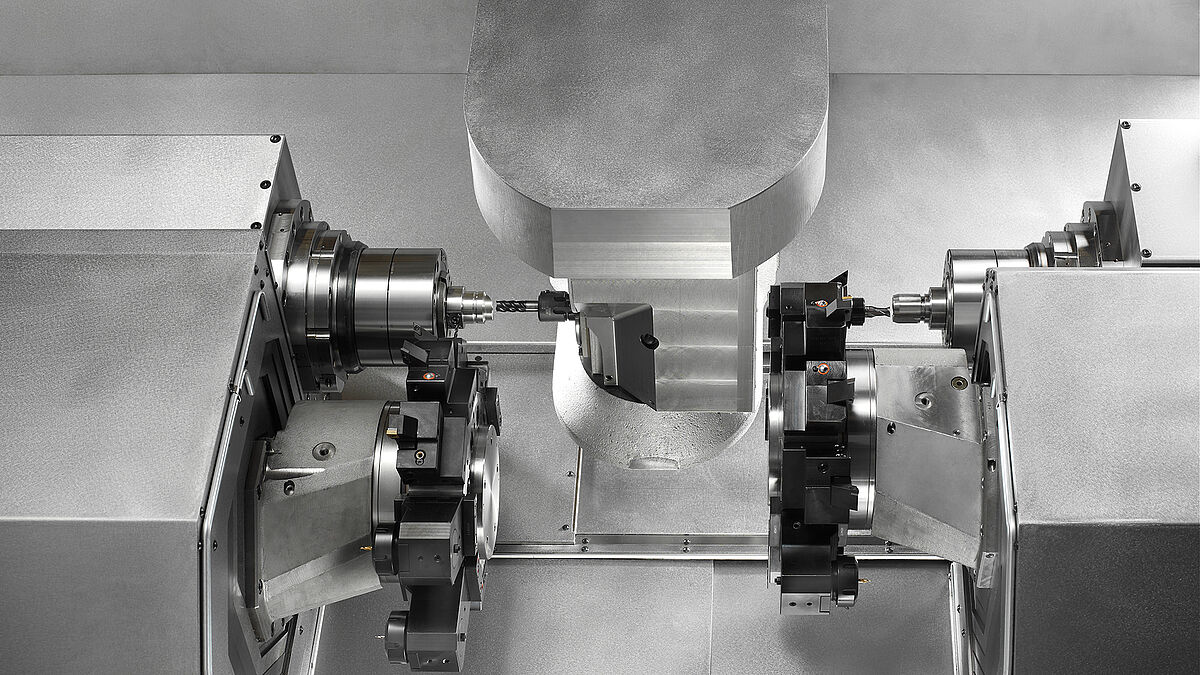
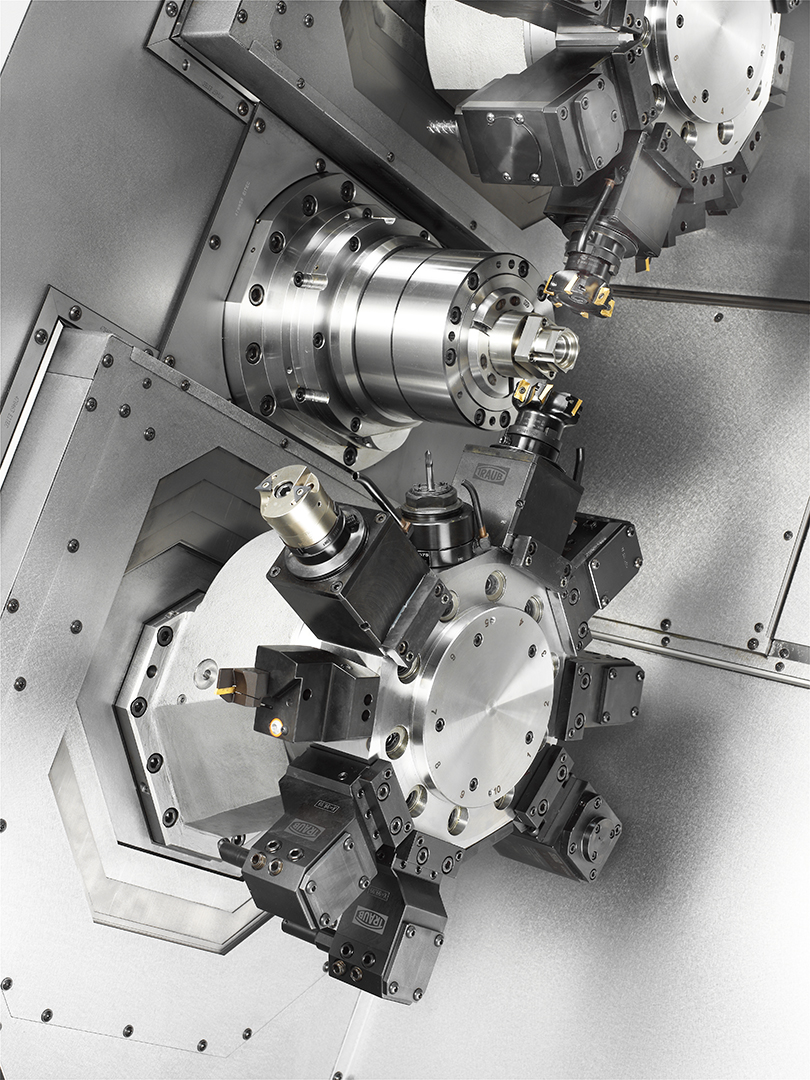
- Одновременная, независимая обработка с использованием до 4 инструментальных суппортов
- Учетверенная функциональная симметрия, то есть 4 идентичных револьверных головки с независимой осью Y, которые имеют одинаковое пространство для смены инструмента и идентичное количество инструментальных ячеек
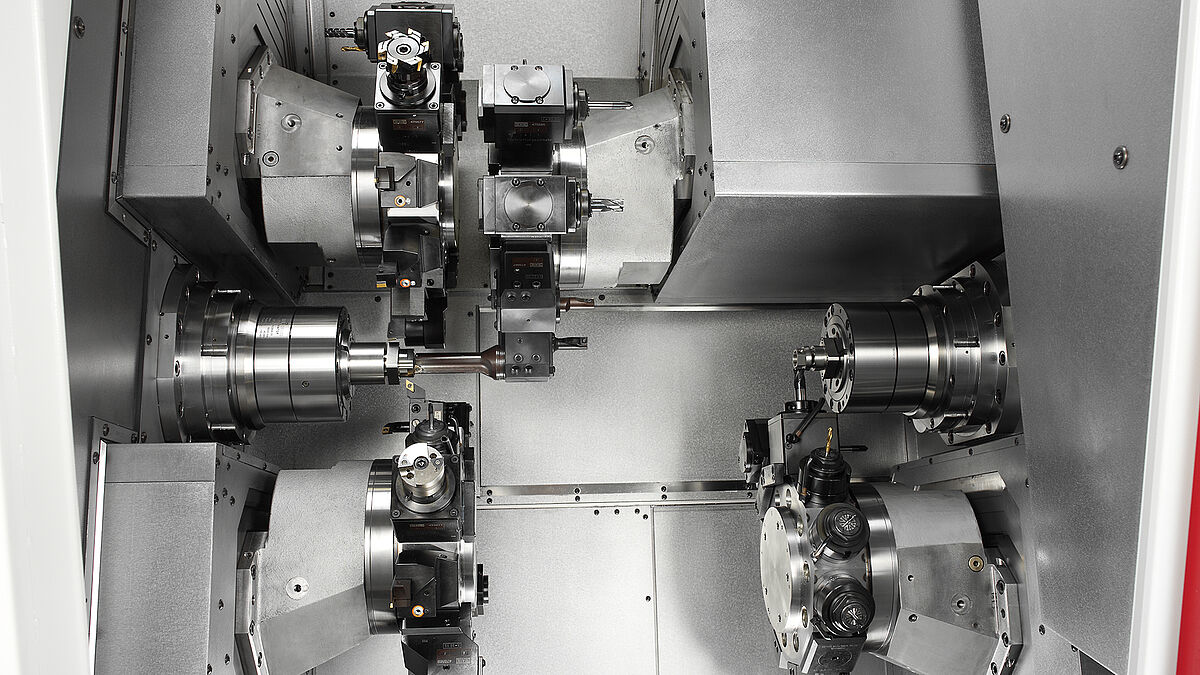
- Свободное распределение инструментальных суппортов по двум шпинделям
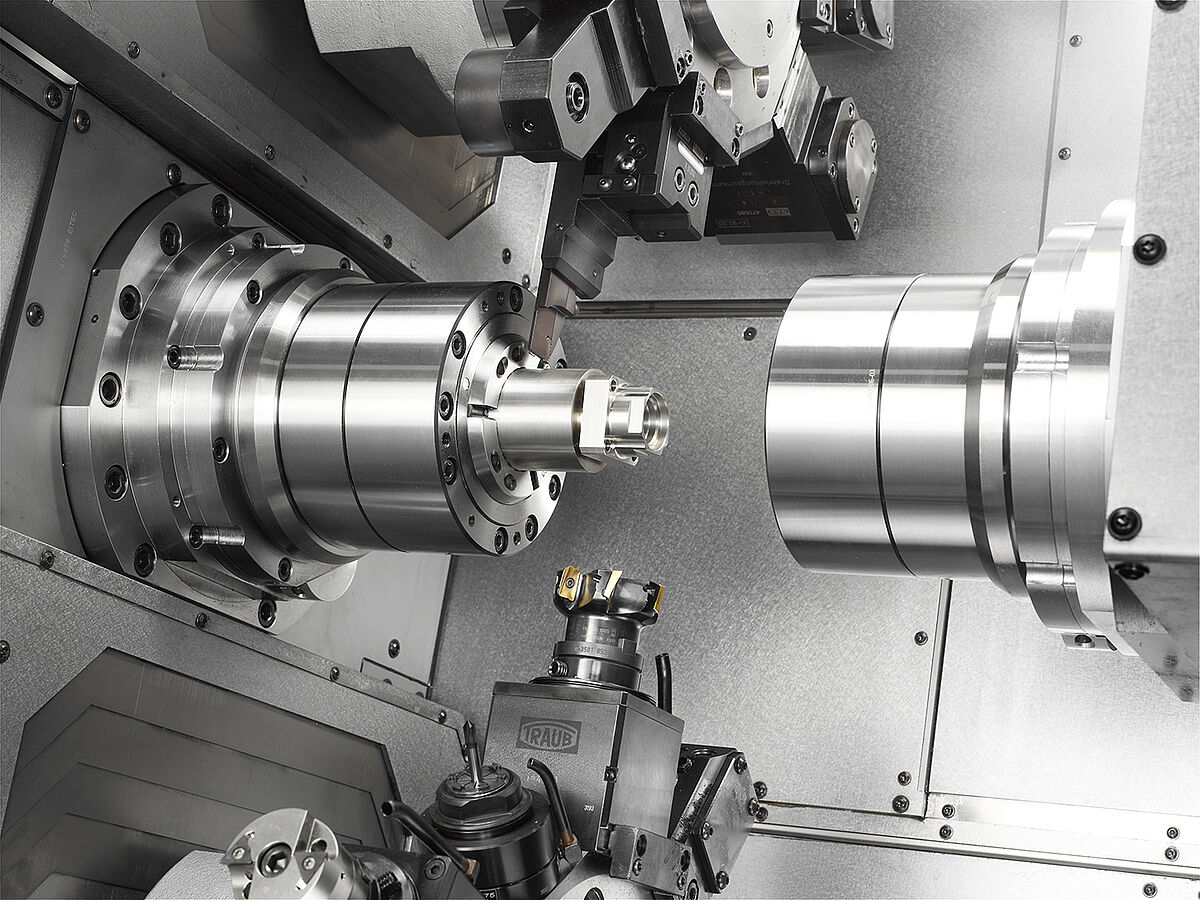
- Оптимальная мощность резания за счет мощных приводов главного шпинделя и противошпинделя
- Мощные приводы инструмента на всех револьверных головках для полной обработки
- Патентованный способ позиционирования инструментальных держателей покончил с регулировкой осевых инструментов, отнимающей много времени.
- Просторная и легкодоступная рабочая область
TNX65 в фокусе

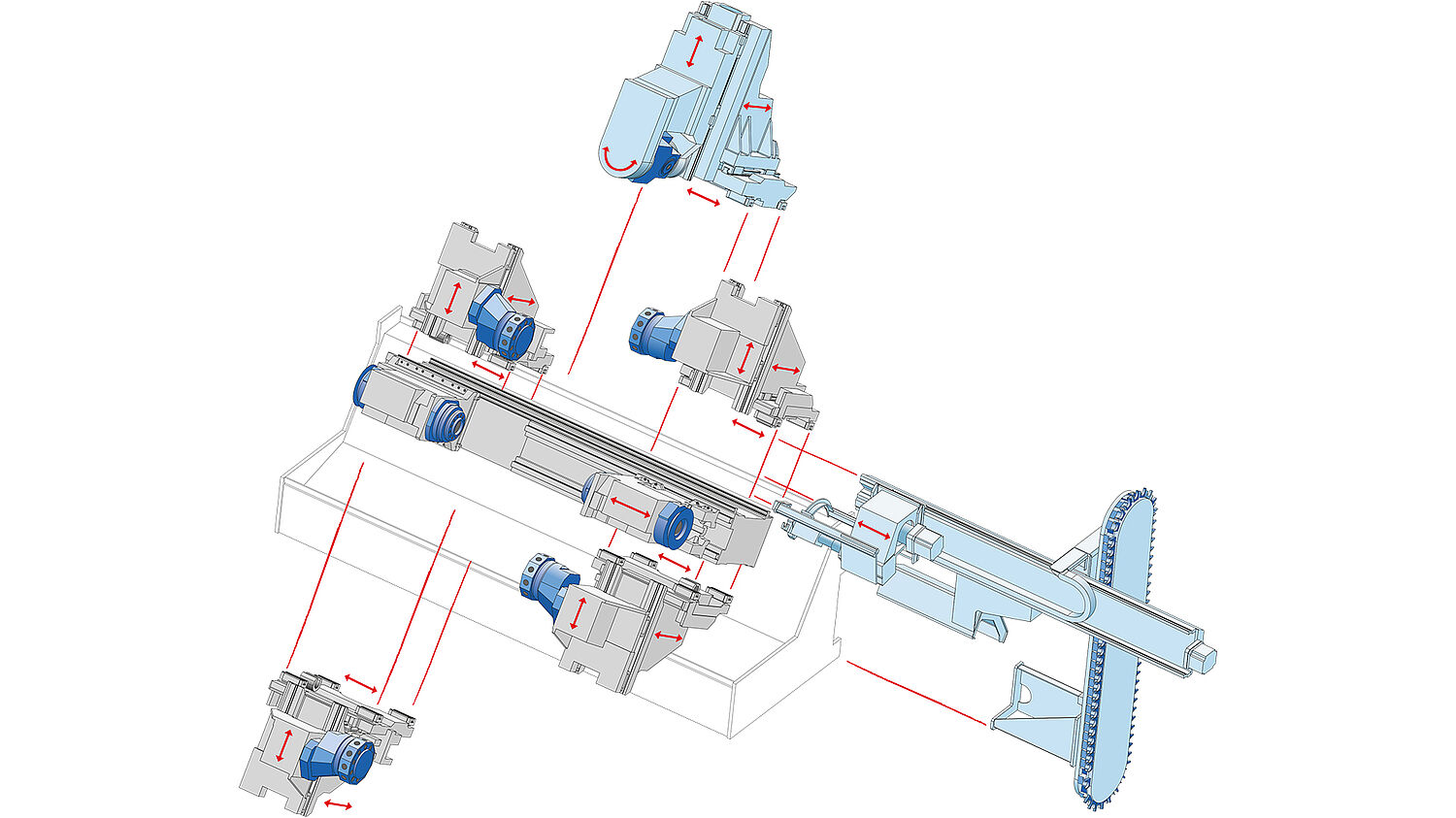
Модульная система
Высокая точность производства
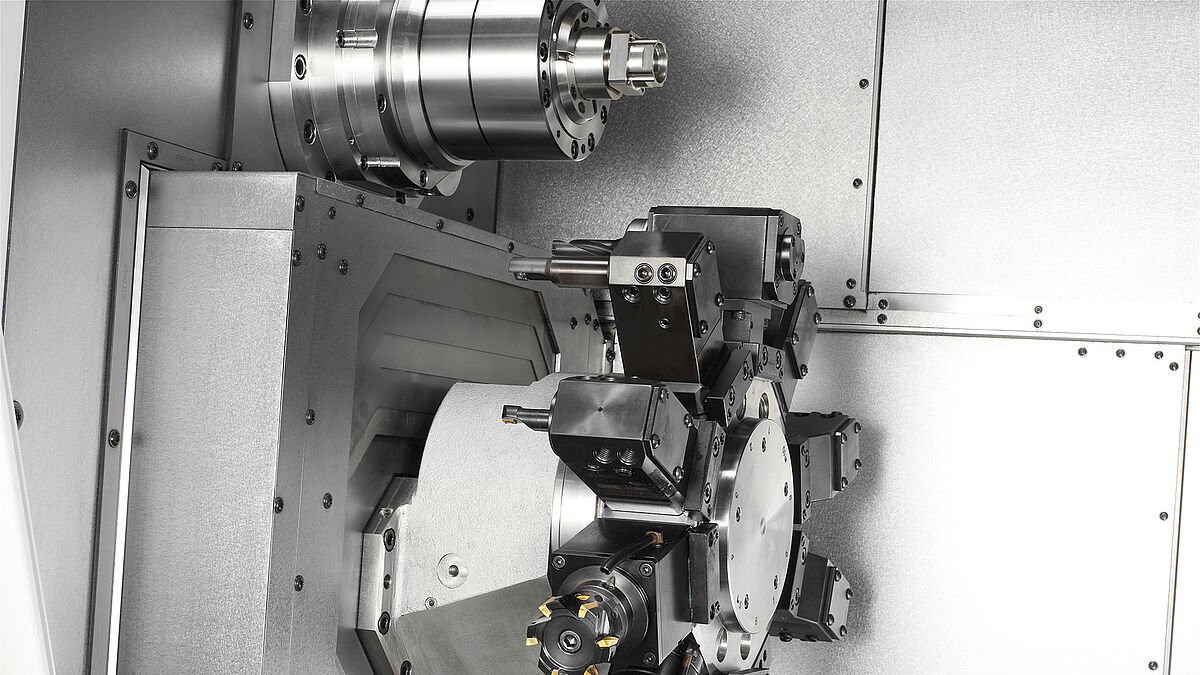
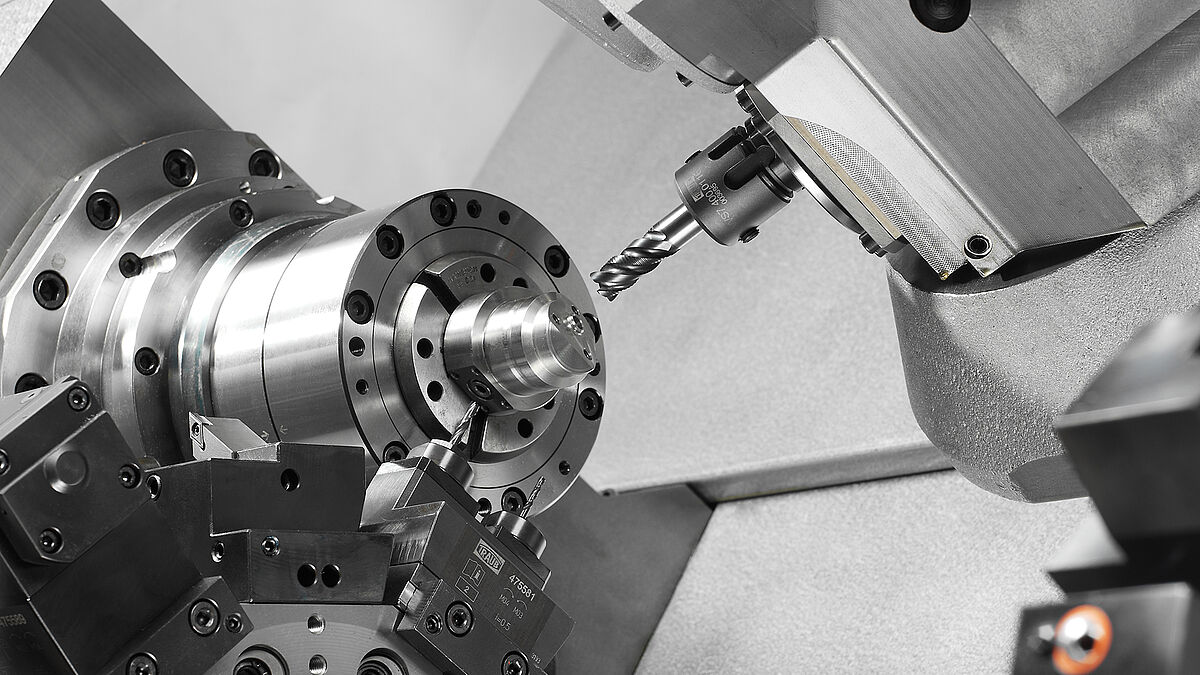
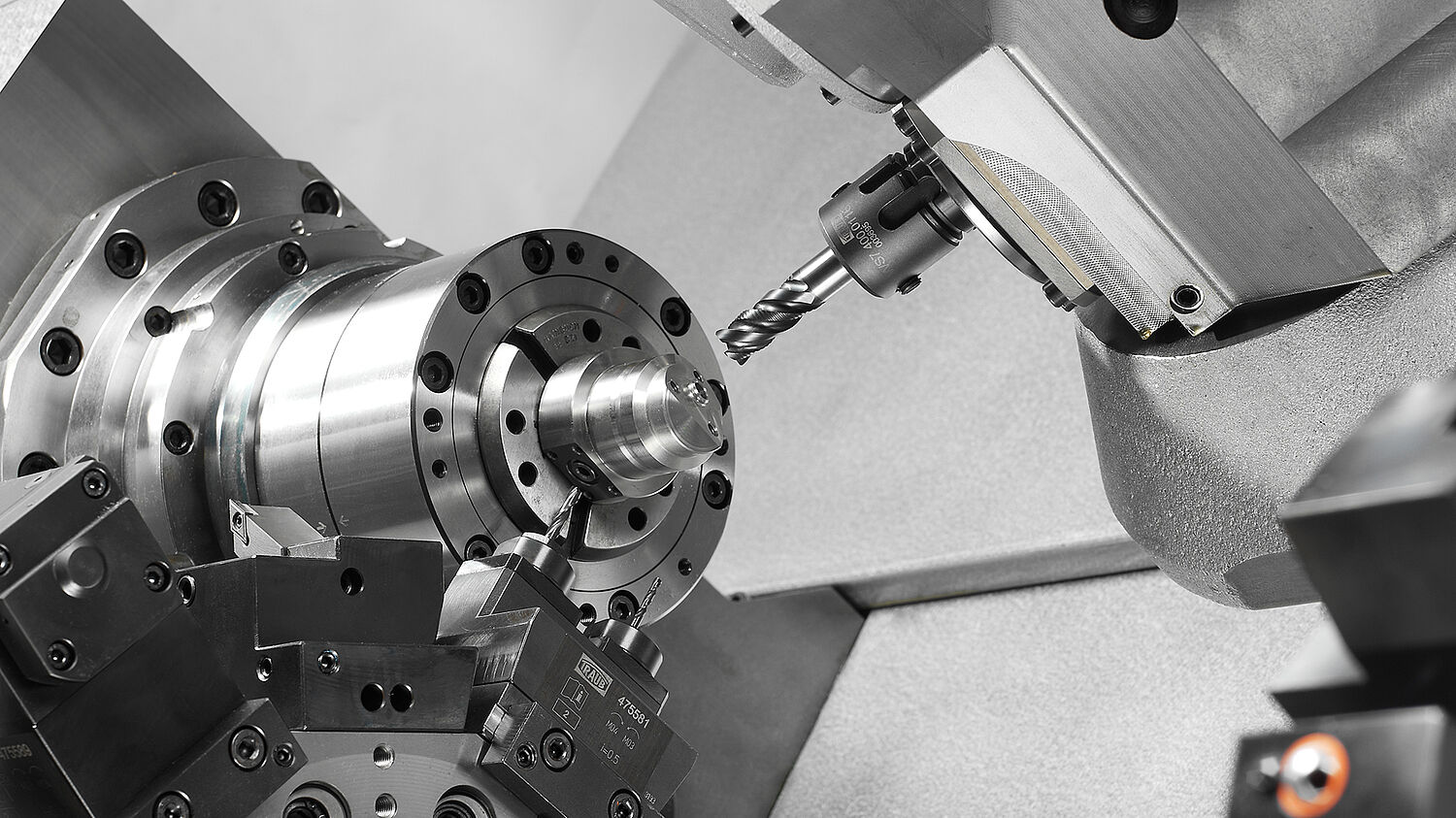
НОВОЕ: Фрезерное устройство
Характеризуется таким же быстрым временем "от стружки до стружки", как у револьвера. В магазине доступны до 80/120 инструментов для практически неограниченных задач обработки.
Модульная система
Для оптимальной адаптации оборудования станка к Вашим специфическим задачам.
Базовая конструкция
Компактная станина станка, выполненная из чугунной отливки с мощными ребрами, имеет высокую жесткость на кручение и изгиб. Она несет термосимметричную переднюю бабку и линейные направляющие суппортов и контршпинделя. Она обеспечивает великолепное виброгашение, исключительную динамическую жесткость и высокую термостабильность. Наклон станины на 60° обеспечивает беспрепятственное падение стружки.
Габариты станка
- Диаметр прутка – до 65 мм
- Диаметр патрона – до 175 мм
- Длина обработки – до 650 мм
"Фрезерная головка - это «изюминка» станка TNX65. Инструментальный магазин с 80/120 гнездами и невероятное время «от реза до реза» обеспечивают высочайшую производительность."
Максимальная производительность уже с 2 револьверными головками
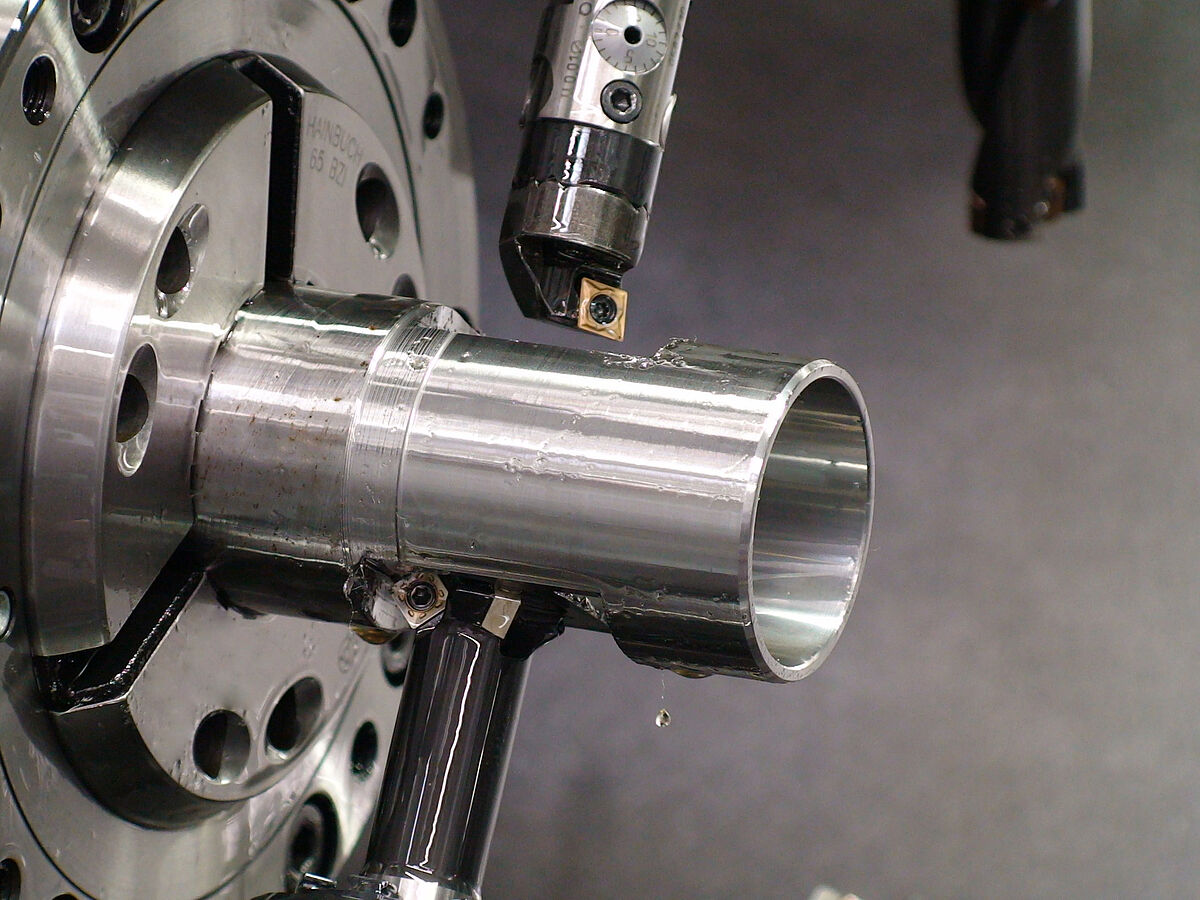
Инструментальный держатель для всех револьверных головок и всех устройств обработки.
Шестерни на обоих концах наших инструментальных держателей (патент TRAUB) позволяет использовать режущий инструмент на главном шпинделе и противошпинделе. В сочетании с высокоточным позиционированием инструментального держателя это значительно снижает время переналадки. Таким образом, выравнивание инструмента не требуется.

